info@putsonic.com
Nowadays, many product designers like to use ultrasonic machine to embed the screw nut in the plastic column(plastic hollow pin), and then use the screw to lock the two parts. This secondary processing method usually requires good plastic injection quality and also a certain plastic structure wall thickness design, only with the correct ultrasonic embedding technique and many other aspects, can achieve good ultrasonic nut embedding quality. As long as any of the above three links fails, it may cause this process fail.
When using ultrasonic embed nuts, the more common problems are usually defects such as breaking or cracking of the plastic. The most troublesome thing is that the ruptures and cracks of the plastic column do not occur immediately when the ultrasonic embedding completed, but occur one week or more after the ultrasonic embedding, and some rupture occurs after the screw locked. .
Let's try to explore the possible reason of the fracture of the plastic crack of ultrasonic embedding and the available countermeasures to minimize the loss:
Precautions for ultrasonic welding
1. Check if the inner diameter of the plastic hollow pin is too small
Usually the embedded screw will deliberately create some undercut threads so that the embedded parts can withstand a certain pulling force when they are squeezed into the inner hole. The gap between these barbs and the barbs can also be squeezed by the way. The extra plastic gets room for leakage. If the inner hole diameter is too small, the volume of extruded plastic will overflow and exceed the maximum value that the undercut thread can withstand, which will cause the plastic column to swell, and finally a crack will occur in the middle of the plastic column.
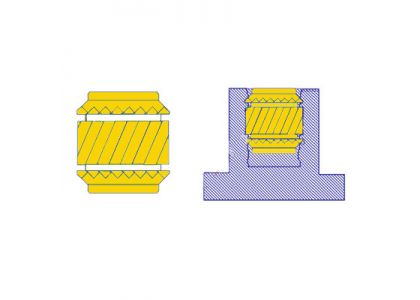
2. Check if the wall thickness of the plastic column is too thin:
Ultrasonic embedding is to apply pressure while applying high-frequency vibration to transfer the vibration to the screw, and then generate heat and melt the plastic in contact with the embedded screw. The pressure is only to smoothly insert the embedded screw into the melted plastic hole. But before the heat energy completely melts the plastic, the plastic hole still has to withstand a certain compressive stress from the ultrasonic Horn. If the plastic column wall thickness is too thin, it will not be able to withstand the pressure and then crack. It can be considered to reduce the speed of horn descent and reduce its pressure. A better design of the wall thickness of the plastic column should be at least larger than the radius of the embedded part.
The wall thickness of the screw hole column larger than the radius of the embedded screw
3. The depth of the plastic column
Since a part of the screw nut is inserted by pressure, a certain space must be reserved at the bottom of the plastic screw hole to withstand the plastic overflow due to the extrusion
4. plastic column screw hole lead angle:
The front edge of the inner hole of the screw column must be designed with a chamfer to fix and guide the embedded screw on the plastic hole.
5. Screw bass welding line:
If the crack occurs on the welding line of the screw column, we must be pay attention to whether the plastic injection molding conditions are appropriate.
6. the melt index of plastic raw materials (Plastic resin MFI):
MA can roughly see whether the plastic raw materials are mixed with secondary materials/re-grinding. Plastic parts containing secondary materials will be more brittle and less resistant to impact and stress. The chance of plastic cracking will be greater. Increase. You can refer to the following articles:
Plastic MFI/MI/MFR (melt index/melt index)
Why the strength of the recycled secondary material will decrease in plastics
The relationship between MFI and plastic secondary materials/re-grinding resin (MFI & Re -grinding resin)
7. Brass insert parts diameter:
The inner hole diameter of the same plastic screw column is too small.
8. Brass insert parts knurl shape:
If the screw pattern is wrong, the amount of plastic that can withstand the excess extrusion is relatively different.
9. fixture design (Fixture design)
-The workpiece must be fixed on the fixture and cannot be moved or shaken
-The workpiece must be placed horizontally on the jig and ensure that the embedded screw is parallel to the ultrasonic welding head stroke
-Make sure that the screw hole of the workpiece is aligned with the ultrasonic welding head. If the embedded screw cannot exceed the upper surface of the plastic screw hole after processing, the diameter of the welding head must be slightly smaller than the outer diameter of the embedded screw. Press the screw nut to be lower than the upper surface of the plastic hole.
The screw nut must be fixed and free of shaking when placed in the plastic hole
We-PUTSONIC are a high-tech enterprise integrating R&D, production, sales and service. We specialize in ultrasonic plastic metal welding machine, ultrasonic cutting, ultrasonic generator, transducer, ultrasonic mold, hot plate welding machine, laser marking machine, R&D and sales of laser welding machines and other equipment. Our equipment and technology are widely used in plastics, electronics, electrical appliances, auto parts, packaging, environmental protection, medical equipment, non-woven fabrics, toys, communication equipment and other industries...[ read more ]
![]()
![]()
![]()
![]()
![]()
![]()