info@putsonic.com
Ultrasonic welding technology is a fusion welding technology. The principle of this technology is to convert friction and vibration energy into heat. The high-frequency vibration generated by the ultrasonic system is transmitted to the parts to be joined through an ultrasonic mold (called a welding head) under pressure, which will cause relative vibration in the joint area. Frictional heat will cause micro-melting, which hinders vibration, absorbs vibration energy and converts it into heat, and finally causes the welding profile to melt in a very short time, thereby forming a polymer compound. Generally, the welding profile of the plastic parts to be welded must meet the requirements of the corresponding material type and seam.
For the welding of general plastic parts, there must be an energy guiding part (usually a triangular cross section) on the butting surface to achieve the best welding quality. After the guide part is formed, the plastic should be sufficiently distributed between the joint surfaces. For plastic materials that are easy to weld, the minimum height of the energy guide part is 0.25mm. For some resins that require high energy, that is, crystalline, low rigidity or high melting point. Non-crystalline resins, such as polycarbonate, require a larger energy guide part, the minimum height of which is 0.5mm. The energy guide part should not be designed as a 45" inclined plane, otherwise it will cause incomplete welding or a large amount of surplus at the weld. Material overflows, resulting in an extremely unsightly appearance.
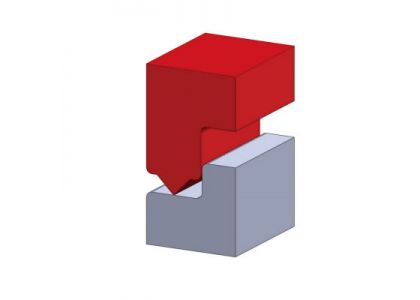
The stepped connection for easy alignment is suitable for occasions where there should not be too much melt or flash on the side. For various basic energy-oriented connection methods suitable for ultrasonic welding, these can be used as a reference for typical connection parts, and specific applications can be slightly modified. For the shear connection method used when tightly sealed connection is required, it is especially suitable for crystalline resin, because the crystalline resin changes rapidly from solid to molten, and the temperature range is narrow. Energy-oriented connection is not the best method. The reason comes from the molten resin in the guiding part. It will solidify quickly before it can be fused with the combined surface, but the shear connection method is to first melt the smaller starting contact area, and then melt the obstructing part along the vertical wall, so that the two parts are welded together. For the middle wall connection, it is best to use the tongue and groove connection method. This connection is also useful for large parts.
We-PUTSONIC are a high-tech enterprise integrating R&D, production, sales and service. We specialize in ultrasonic plastic metal welding machine, ultrasonic cutting, ultrasonic generator, transducer, ultrasonic mold, hot plate welding machine, laser marking machine, R&D and sales of laser welding machines and other equipment. Our equipment and technology are widely used in plastics, electronics, electrical appliances, auto parts, packaging, environmental protection, medical equipment, non-woven fabrics, toys, communication equipment and other industries...[ read more ]
![]()
![]()
![]()
![]()
![]()
![]()