info@putsonic.com
In some plastic products, ultrasonic welding needs to meet the watertight and airtight requirements (commonly known as ultrasonic waterproof), such as water tanks, coffee pot water tanks, vacuum cleaner collection case etc. The ultrasonic welding of the product cannot achieve water and airtightness. In addition to factors such as ultrasonic welding line (energy director), jig positioning, and product positioning, the ultrasonic setting conditions are also a major actor. We are here to main discuss another reason (welding conditions) that causes water and airtightness. When we implement ultrasonic welding operations, seeking efficiency and speed is the basic goal, but we often overlook the essentials for efficiency The following two conditions are discussed:
1. The horn goes down speed and the cylinder buffering are too fast: the speed formed by this will cause the dynamic pressure and the acceleration of gravity to squash the ultrasonic energy director fuse, so that the ultrasonic energy director cannot play the role of melting and achieve the welding result.
2. The welding time is too long: the plastic product receives too long heat energy, which not only causes the plastic material to melt, but also causes the plastic structure to coking, resulting in sand holes, and water or gas permeates from the sand holes. This is something that is not easy for the average production technologist to find.
Watertight or airtight ultrasonic welding design requirements:
1. The plastic has enough wall thickness to design convex and groove of ultrasonic welding lines;
2. The weldability of the plastic material, and the plastic with good ultrasonic conductivity is conducive to the effective transmission of ultrasonic energy;
3. The complex surface of the product will not be conducive to the transmission of ultrasonic energy. The shape of the plane is an ideal welding structure, and the plane is close to the ultrasonic energy director. The surface structure of the product with large unevenness and large drop will greatly affect the transmission of ultrasonic energy; the welding surface is too far away from the ultrasonic energy director, will also affect the attenuation of the ultrasonic energy, and even cause damage to the plastic structure;
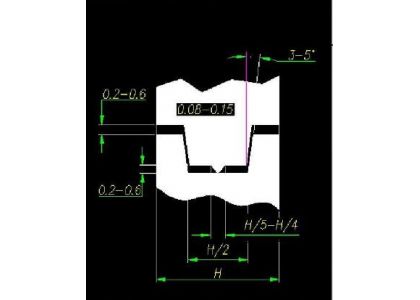
4. Watertight and airtight requirements are for special ultrasonic energy director Due to the limitation of the plastic product structure, the ultrasonic energy director cannot be designed reasonably, which will result in the inability to waterproof and airtight. The watertight ultrasonic energy director is generally made of convex and groove structure, the surface of the ultrasonic upper mold product is generally made of convex, and the other half is made of concave. The convex size is greater than the concave depth and the depth is greater than 0.5-1mm. According to the material and specific conditions, the height of the ultrasonic line is different; the opening angle of the groove is greater than the convex edge by about 3 degrees-5 degrees, the melted plastic will be Fill the gap at the bottom of the tank to achieve watertightness and airtightness.
5. Requirements for ultrasonic welding equipment: It is required to have a large enough amplitude and power. According to the size of the product and the plastic material, choose the ultrasonic welding equipment of different frequencies.
When the product needs to meet the functional requirements of watertight or airtight, there must be strict requirements on the positioning of the upper and lower plastic shells of the product, the structure of the ultrasonic energy director, the wall thickness structure of the product, the material of the product plastic, and the frequency and power of the ultrasonics.
We-PUTSONIC are a high-tech enterprise integrating R&D, production, sales and service. We specialize in ultrasonic plastic metal welding machine, ultrasonic cutting, ultrasonic generator, transducer, ultrasonic mold, hot plate welding machine, laser marking machine, R&D and sales of laser welding machines and other equipment. Our equipment and technology are widely used in plastics, electronics, electrical appliances, auto parts, packaging, environmental protection, medical equipment, non-woven fabrics, toys, communication equipment and other industries...[ read more ]
![]()
![]()
![]()
![]()
![]()
![]()